
















 134 / 336
134 / 336

9/4
Total Solution to Earthing & Lightning Protection |
9AKK106354A3360
9
FurseWELD
Introduction
Moulds
The FurseWELD system of exothermic welding uses moulds
to contain the exothermic reaction that creates safe and
robust connections. Different types of moulds are available,
whose use depends on the requirements of the project.
Full-sized graphite moulds
Market leading FurseWELD graphite moulds are extremely
robust and capable of producing up to 75 connections each,
if not more when properly maintained.
Mini-Moulds
FurseWELD mini-moulds are a cost effective alternative to
full-sized moulds, especially where lower numbers of
connections are required. They are smaller overall, less robust
and therefore lower priced. Care is required in order to
achieve similar service lives to full-sized moulds.
FurseWELD products
–– A powder cartridge is required for each joint to be made
–– Handle clamps enable the mould to be handled when hot,
and the two halves of the mould to be opened and
clamped together
–– Packing is required when welding to reinforcing bar
Conductors
The range of FurseWELD moulds is designed to work with all
common conductor formats.
–– Flat tape conductor
–– Stranded conductor
–– Solid circular conductor
Conductors must be in the orientation shown to achieve
the correct connection. Furse offers technical support
to assist with selection of joint type. Please contact us where
unsure, e.g. where you may be using compacted stranded
conductor.
If connections shown do not meet your requirements,
please contact your local sales office.
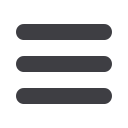
Making a FurseWELD joint is a simple procedure
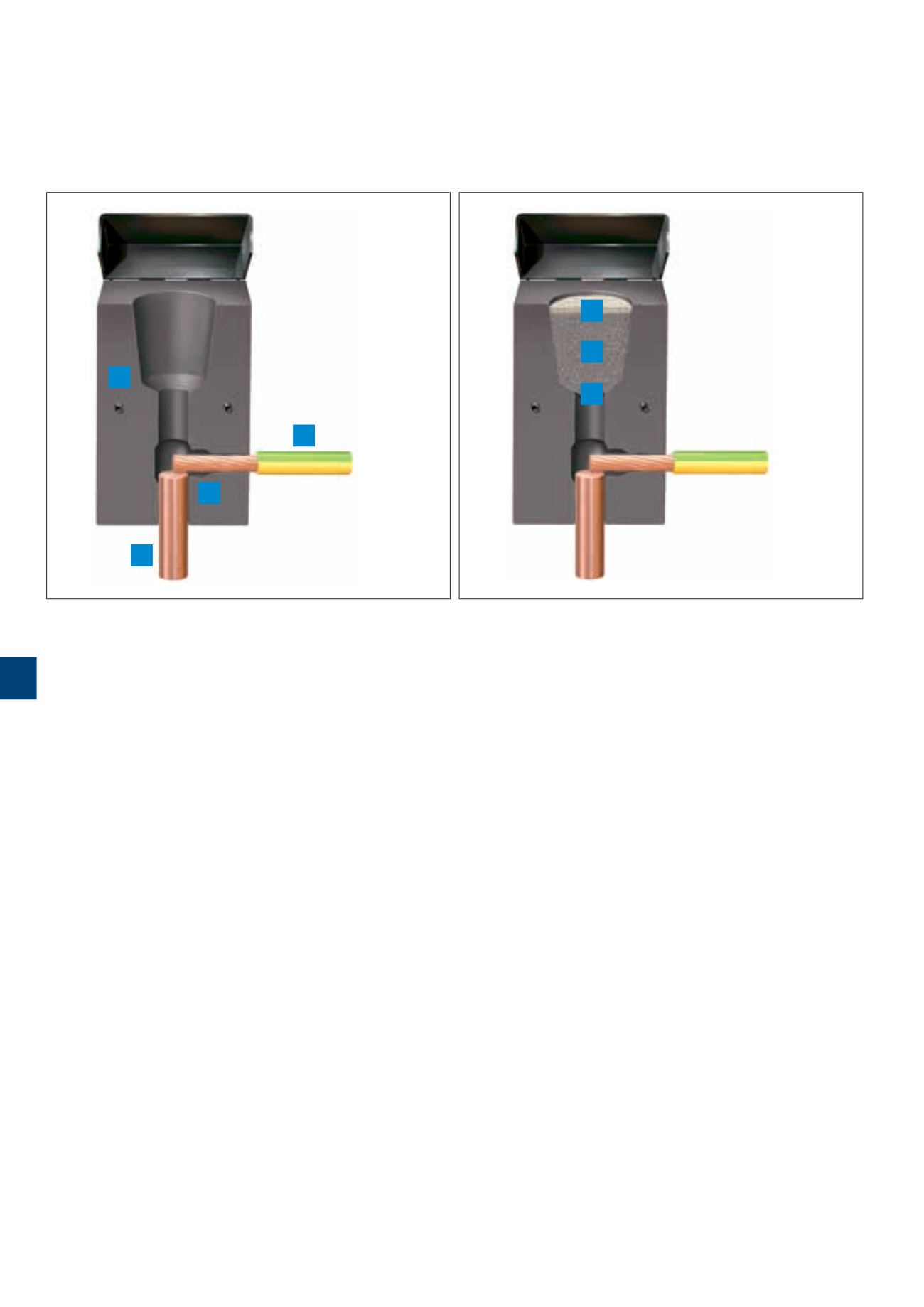
1
2
Locate the steel retaining
disc in the base of the
crucible (D). Pour in the weld
powder (E) followed
by the starting powder (F).
Ignite starting powder
with a spark gun.
Locate the conductors (A)
to be joined in the weld
cavity (B) and close the
mould (C).
C
A
B
A
F
E
D